

研究 | 谢震:从汉代元始年漆器款识的行文方式看“㳉工”的职性(一)
从《湖南省博物馆馆刊》第四期发表聂菲的《“㳉”字铭文的研究述略①》一文中可以看出,近50年来,学术界对“㳉”字的含义研究,无论从字形的厘定抑或是职性含义的推测等等,一直未有完全合适的定论。在这些已发表的考证观点中,笔者对文字学概念上的字形隶定无从发表意见,但就已存在的几种专家考证结果中,从表象上更倾向于“㳉”的字形,而在各专家由“㳉”的字形所推定的职性结果中,笔者对已有的“漆膜干燥说”观点更加有兴趣,但这一职位为什么在正式行文(铭文及遣策清单)的书写位置上会有错位现象,却尚未见有相应的研究观点。鉴于此,引发笔者从漆器制造工艺的角度,对“㳉”和“㳉工”的词义及其在汉代漆器制造工序中的相关职能作进一步的思考。本文主要借助已发表的元始三、四年的一批漆器铭文记录作为思考点,由铭文记录的行文顺序入手,就汉代漆器制造在规模化生产体系形成以后,各分工工序在铭文中可能形成的记录顺序,以及各职位职性的地位轻重作相关探讨,同时,利用与之相关的推论线索,对款识中记录的诸工职性进行分析,以期在现有的“漆膜干燥说”观点基础上,对“㳉工”的词义和具体职能提出观点补充。另外,针对遣册木牍清单中记录的“髹㳉画”中的“㳉”字,较之工官款识铭文中的“㳉工”一词的位置不同问题,或可能出现差别的原因,并作相关的论述。
一、早期遣策木牍记录和元始年漆器各工官款识的行文方式
湖南长沙马王堆一号汉墓的出土漆器,在相关的遣策简牍漆器清单上有“髹㳉幸食杯五十”、“髹食检一合盛稻食”等对应文字[1] ; 湖北云梦大坟头一号墓出土的遣策木牍清单上,也有诸多“髹㳉画……”漆器的实物对应记载[2],此二墓时间为“公元前167年及公元前168年之后数年”[3](这一时期的款识下文通称为“早期遣策木牍记录”);但是,在元始三年以后,也即是公元3年之后甚至到公元52年,出现了记有“素工、髹工、上工、黄涂工、画工、㳉工、清工、造工、护工卒史、长、丞、篆、令史”等等一系列更明细的工官分工铭款记述的出土实物②(大致以元始元年为界,这一时期的款识铭文在下文通称为“元始年漆器工官款识”)。
以上两组款识文字,在不考虑各自出现的年代背景的前提下做“㳉”或者“㳉工”的职性研究,自然就会出现至少两种不同的职性可能。按阅读的习惯,更多人会将铭文所记录的职位作顺向研读,这种的读法使“㳉工”的职性变得非常晦涩,从而无法确定两组“㳉”字的职能含义是否有可能相同。再从两组款识文字所对应的漆器制造年代来看,按照上文的罗列,似乎存在一个明显的“大年代分期”,即大致以元始元年(公元元年)为界,经由此界,前后各自行文的记录习惯和顺序也是不一样的。如此,若假设“㳉”和“㳉工”为相同职性含义,又是什么因素导致两者的“㳉”字的记录出现了位移?
笔者以为,这一时间分期对于认识“㳉”及“㳉工”的具体职性含义有非常实际的意义。这两种行文的记述方式(指“早期遣策木牍记录”和“元始年漆器工官款识”),在各自所属的大的年代范围里,没有混合交替出现的情况。因此笔者认为,如何解读铭文顺序提供的职性信息,或者也是明确“㳉”和“㳉工”的职能职性的一个可能条件。由此,我们先来尝试关注一下工官款识铭文中“工”和“官”是一个如何的排列顺序。
(一)款识铭文中“官”的排列
元始年漆器工官款识中记述的职能人有“工”和“官”两类人群组成,再细分的话,可以看出其中每一条的铭文排列,分别由工人、具体督造工官和地方官吏三部分人员组成(如表1)。定制作坊的具体操作人员和作坊所在地的各级官吏以“护工卒史”这个“项目特派护运卒使”为界,划成“工”、“官”两大类人群。

从字面来看,“护工卒史”应该是监护整个制造过程并使所督造货物安全送达目的地的“御用卒使”。从字面上看,“护工”有“保护监督制造项目,不令其在制造过程中受干扰而延误工期”之隐意,此人既是“卒使”,手下就应该协同有几个兵;而“护工卒史”排在所有地方官员之前的理由,其特殊性应该在于,此人既为“项目制造总监”,一方面是督管“具体器物制造程序监督(工头)”的“造工”按时按质完成项目,另一方面联系协调造物作坊所在地官员的一位具有“特派员”身份的人物[4],在身份上是“上面派来的人”,虽然“位轻”然而“权重”。随后紧跟排列的为最大的制造属地行政官员“长”,其次又是下一级官员“丞”,而后跟着文化官员“篆”③,(按王仲殊先生将“椽”作“篆”解。当时掌握文字者无疑是有地位和身份的,若系“篆匠”,那就该归在“画工”里,无需单列,就现有实物看,所有文字一则朱书,二者戗划,再者烙印,都须有相关掌握文字者才能撰文书写,而且行文尚需合乎礼制,这有点像现代带着橡皮图章的官员秘书。)最后是作坊所在小区的直接责任人“令史”。而安在“护工卒史”之前的“造工”,则应该是由项目所在作坊的坊主充任的“具体器物程序制造监督”,或者就像现在的“包工头”,因为此职由作坊人员兼任,人员本属坊间,并非官员,所以在行文上依然称“工”,书写位置归在有官家身份的“史”之前,“造工”之名或者就有“经由此人之手制造”之义(如表2)。

(二)款识铭文中诸“工”的职性
回头再来看前半段的排列:基于官员的排列顺序,是大人物紧跟小人物,那么,工匠的工艺也应当也有重点优先,试想:若把一个负责后期的辅助杂工排在最当头,这在行文上是不严肃的,就算再重要一点,把专门将髹涂完的漆器置入荫室、安排位置并负责防止漆流挂的漆工下手的名字放在重要的漆工大师傅之前,也会造成事实上的喧宾夺主。
1.从“髹工”“上工”的职性看关于“㳉工”词义的“罩漆说”、“打磨抛光说”
关于元始年工官款识铭文的前半段排列,笔者是这么为:“素工”是整个漆器的形制,如果没有“素工”的开始,器将不成为器,因此,这是所有漆器制造工序开始的首要依赖,但不属于真正的漆工艺程序。其后的“髹工”和“上工”是相同性质而略有差异的两道工艺,“髹工”负责髹灰、磨灰、糙地、髹底漆之类的初步打底漆工,所谓的髹灰,另还细分刮灰、批灰、髹灰诸种,其中每一种都要经过打磨后方可进行下一种;所谓糙地,就是在髹磨过的灰面上吃一遍极薄的底漆,成为灰地和将要髹涂的正常厚度底漆之间的连接剂,以便使正常厚度的底漆和胎体上的灰体结合得更牢固,如果没有糙地这一步,漆工理论上会认为髹漆和灰地之间会留有空隙,从而影响结合度。然后才是真正意义上的髹涂底漆,这个过程作为传统制造样式,在现今江南的一些较严谨的漆作坊依然遵守。而“上工”的含义和现在日语漆工术语中的“上涂”也有相似处[5],一般把髹涂完底漆之后的刷漆工序俗称为“上面漆”。从漆性上看,本来底漆和面漆在性状上就是两种不同的漆,面漆将来要打磨出光,在漆性上会比底漆的结膜硬度高一些。如此可以明显看出,“髹工”和“上工”其实是一个大工序种类的两个分步,都和上漆髹涂相关,因为前后材料性质和操作状态的差异,古人把一个大的漆工工序一分为二,足见对漆工在整个工艺流程中地位的重视。如果将“㳉工”按“罩漆说”[6]解,那么整条铭文中就会多出一条本应涵盖在“上工”程序中的子工序,也就是“罩漆工”,这样两者是否存在操作性质上的从属关系?作为严肃的行文是否有此必要?再假定把“㳉工”按“打磨抛光说[7]解,先撇开汉代漆工是否在漆器上抛光不说,就在程序中单列一“打磨工”,一则没必要,二者也不合理。漆器制造中的髹涂一类,本来就是靠手感为主的精细操作,而一遍漆膜干燥后的成膜厚度有限,需花多大的劲研磨,只有专门刷漆的“髹工”“上工”自己心里有数。传统的大漆漆器制造传承到今天,常规的髹磨规律也还是“一髹一磨”,如果多髹少磨,打磨时自然可以避免磨“穿”见底,但因为未予打磨的漆层含有灰粒,而以这种落有灰粒的漆面叠刷之后再进行的研磨,最终会在造成不可避免的漆层互穿之时,亦会致成无法掩盖的“水花斑”,再令揩漆多遍亦无法掩盖,成为“漆病”,而且,因为前一遍髹漆未予打磨,漆光未除,影响前后道漆之间的结合度。所以,将髹涂漆工所控制的漆层厚度交由别个工匠接手打磨,不但无益,而且成拙。也是说不通的。
2.“黄涂工”、“画工”的职性差别
现代的大漆漆器制造,从灰地开始至揩清推光结束,全由漆工一人包揽,是不再分工的,而古人似乎不然。我们刚才既已发现职位似乎是按重要到次要的排列,那么我们看到后面紧跟的是“黄涂工”也就自然有其原因。
按正常的程序,如果所漆之物要铜扣黄涂,必须在漆面打磨和揩清结束之后(现代漆器工厂作铜活的工人[ 此说不含鎏金,主要是装合页、包铜角之类] ,有些是和最后的清洁辅助杂工混作的,也就是铜活结束就进入清理包装了。就算实施的是“黄涂”,也就是鎏金,应该也是如此,漆器制造中如果是施用黄金,都在最后一道工序,比如:贴黄金箔,款彩的做法应该在着色之后,敷贴完毕等待一定时间的返色过程,除了特殊的“明金”做法,金箔表面是不再罩漆的,如此就直接进入包装交货程序了,这样,可以完全保持黄金涂敷的完整性,也就是保持“卖相”)。比之“画工”,如果是黄耳扣器,做扣器鎏金的处理工艺将在工序中显得更重要,而且这确实是一个和贵重的黄金打交道的特殊技术活,或者也有源于对贵金属的膜拜心理(就目前出土器物看黄耳扣器比之一般文杯,拥有者的身份级别也将更高),因此笔者认为将原本在最后的“黄涂工”提前安插在“画工”之前,来体现这个工序的重要性,也是有一定道理的。在此之后所列的是“画工”,会让漆器体现风格和漂亮起来的技艺活。若就一件漆器的视觉识别角度来说,“漆工”是形成漆器重要识别特征的最关键手段,而“画工”再佳,也只是锦上添花,漆器没有描绘也一样能叫漆器。试想若是“素髹(黄涂)扣器”较之“纯描饰漆器”,“贵气”自然会足一些,当然最好是“彩绘(黄涂)扣器”。况且,当时漆器很大程度上又是身份对应物,使用的又都是王侯、贵胄,再不济也得是有钱买得起的人,漆器有否“黄涂”自然会和“贵气”挂钩,这一点和今天我们纯从艺术的价值角度去看汉代的漆器,当然也就会有所不同了。所以,相对于“黄涂工”而言,“画工”是次重要的,因此,它的书写位置摆在“黄涂工”后面也没什么不合理。
3.“清工”在铭文中所处的位置和职性可能
若按正常操作顺序,“素工”之后,“髹工”和 “上工”合起来可以统称“漆工”。如果撇开“黄涂 工”和“画工”的特殊性,紧跟“髹”和“上”的 工序,按惯例应该是“揩清”,因为习惯上漆器胎体都在“揩清”之后再行彩绘与装饰,这样,漆器的各项操作才会相得益彰,不致因倒错而重复,从而保证成品质量。元始年工官款识的记述的最后一个工匠的工种是“清工”,笔者认为“清工”恰就是平实而重要的“揩清”工序,如果确系如此,这一记述信息同时也说明汉漆器的制造是重“揩清”的。
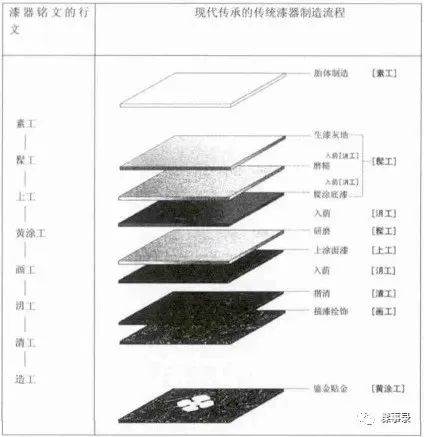
从传统漆器制造流程来看,汉代漆器的表面光泽不是经过推光获得的,尚未发现在唐以前的漆器制品中存在推光技法[8] ,同时,漆器表面这种最终光泽也不是一些学者提出的由“罩上一道具有光亮 的漆面”获得的[8]。从现存汉代漆器的实物观察,凡有过大漆漆器制造经验的观察者,很容易就能识别出这种表面光是经过“揩清”过程获得的一种特殊的表面光泽(就存世的器物来看,表面特征显示没有推光痕迹,甚或在转角停留处犹有少量揩漆漆痕留存,而且,笔者就汉代实物观察,很多圆器的壁厚都在1毫米左右,这种薄圆器从漆工制造的角度, 似乎也不适用推光法来出光)。而日本、韩国的漆器出光是在“揩清”后重“推光”的,也就是手工擦推,可以细腻到完全没有一丝擦痕,所以福建漆器制造也重视推光,这和当地漆器制造在明清之际受“倭漆”制造法影响有关,关于这个问题,本文不作展开论述。中国漆器制造中,惟平磨螺钿漆器的揩清是必须将所揩之漆尽数推擦干净的,此是由于让螺钿的光泽不为揩漆所掩,必须为之,而金银和螺钿平脱技法的盛行期也要到唐代了(后面唐代 漆器通过鉴真东渡传入扶桑,“倭漆”再在明季影 响式微之中的中国漆器制造,这又是后话了)。因此,业内一般认为汉漆器制造的漆工的最后一道工序是“揩清”,之后不再有手工抛光工序,因此,《长沙马王堆一号汉墓》一书所述的:“就制造程序而 言,似指画花纹后的打磨抛光”[1]是不确切的,其中有两个错误:一是如上文所述,秦汉漆器制造就现有物证来说,未见有抛光证据;其次,所有制造工序在画完纹饰之后就结束了,是不能再行打磨的,否则就毁了。因此现代坊间通行的做法是揩清程序 完毕,画工施描金填漆,入荫干燥后就验货交货了。如上所述,之前每一道工序完毕后的验货衔接以及最后的验货,应该都由最后列名的“造工”全程监 督,否则前道工序出的问题若遗留到下一程序,一旦查明,“造工”就是不作为。而若按“清工”是检验工来解释的话[3],笔者认为不妥。最低若按普通字义解,“清”字应是“清洁”器物,做发货前整理之意,而不应该指货物的检验,试想把一个清洁器物的杂工的名字也特请高贵的秘书官员书写后,令画工(笔者假定从工匠不掌握文字的角度,而习惯上文字的锥刻由画工实际操作,画工更可能是(依“篆”者之样)画葫芦的做法;若朱书文字由篆者亲自操作,那就将是更其慎重的事情)用朱漆或精细的小锥刻绘在华丽的器物上,应该可能性不大。
关于传统揩清做法[9]在现代工厂的传承做法,其基本程序为:漆面用相当600目水砂纸精磨之后,就进入揩清(此80年代初笔者在苏州漆器厂以大漆漆工的操作亲历为例,此时中国水砂的最细颗粒是600目,现在有进口2000目了,但笔者以为600目更接近古人的研磨状态,因为研磨料的不够细腻,漆面因此会留有磨痕,后面要做的揩清补救也就成为了必需。若按2000目为例,漆面就不会留有太明显的磨痕,就不需要如传统的多遍揩清程序和擦油擦灰程序,如揩清中很重要的一个程序“擦灰”,就是起相当于2000目砂纸的作用的)。用不掉纤维的陈年宿棉两块,一块蘸上好生漆按顺向揩擦,随后即用另一块干净宿棉将已揩上漆面的生漆全部撤净,入窨,隔日再重复操作一遍,再入窨,干后取出,以棉花蘸菜油瓦灰顺向研磨漆面,将所揩之漆擦净,洗净晾干,再如上重复揩漆两遍,干后以菜油蘸鹿角霜灰研擦(注意,此处的研磨已经是超细的了),再洗净晾干,然后再揩漆一遍,师傅称为“润生”。这样,多遍的揩漆与研擦交替操作,表面只留最后一遍漆,即把砂痕去了,又把肉眼不易察觉的砂眼填了,质地变得更细腻便于出光,最后留的一遍漆又不致影响色泽。揩清过后,漆器的光泽变得润泽,并不同于完全抛光后的表面光泽。
一件漆器的揩清出光虽然不是太大的技术,但需要细心与轻柔的手法,如果这一步出问题,大家试想,撇开斫木、镟木胎的器物不说(揩清撤漆的时候也要用力,只不过会做的用的是巧劲,斫木和镟木胎相对经得起对待一些),两汉那么多象圆奁、瓶、枋、匜等等,大部分都是夹苎、卷素、卷木胎体,何等轻薄,揩清手脚一旦粗重,顷刻之间就会挤裂,而一旦出现裂隙虽然回弹后几乎看不到,但是胎体灰制已经断裂,局部根本无法修复,要么重来,这就无法交差了,也就是毁于一旦,笔者甚至认为,从现存秦汉漆器表面留有磨痕的迹象上看,汉代的多重“揩情”程序中是不间杂“擦灰”程序的,更可能是“纯揩清”。所以前面所有工序完成,就看揩清的出光,因此,这个职位的重要性是看似简单平实,实则暗藏技艺机巧。
另外,相对于其他各部职能人人数,在元始年工官款识中“清工”记载人数偏少[3] 这一疑问,笔者是这样理解的:单件器物揩清工序的特点是操作时间短、技巧性,全程单一使用一种生漆,因此一次可操作的器物比之之前的“髹”、“上”、“画”诸工的器物数量会相对较多,这样,人数相对少也在情理之中。
作者简介:谢震,苏州工艺美院副教授、中国美术家协会会员。
原文载于《南京艺术学院学报(美术与设计)》2013年第6期。
著作权归作者所有,商业转载请联系作者获得授权,非商业转载请注明出处。
配图由文章作者提供,本微信号不对图片的原始来源负责。
来源: 髹事录公众号
(上述文字和图片来源于网络,作者对该文字或图片权属若有争议,请联系我会)

 010-68396408
010-68396408
 xuehuiwangzhan@126.com
xuehuiwangzhan@126.com
 北京市西城区阜外大街乙22号
北京市西城区阜外大街乙22号

关注微信公众号

