研究 | 孙秋爽 王晓昕:云南鹤庆木纹金工艺流变研究
时间:2024-01-13 来源: 中国工艺美术学会 浏览量:
636 分享:
作为一门外来金属工艺,日本木纹金工艺在中国云南鹤庆的发展由个别银匠的工艺兴趣而起,历经十余年的发展,受自身工艺特点、文化审美、市场环境等诸多要素的影响,逐渐形成独特的发展面貌。本文以田野考察、工艺实践等方式解读日本木纹金在云南鹤庆逐渐实现本土化的工艺演进过程,分析其不同发展阶段中工艺流变的内容与结果,并对推动鹤庆木纹金发展变化的因素进行溯源。
木纹金日语中称为“木目金”,英语中称为“Mokumegane”或“Mokume”,是利用不同金属多层重叠后,经过锻打延展后再使用钢凿雕刻,或用钻头切削,使其表面出现木纹状花样的一种金属工艺。[1]21世纪初,木纹金工艺通过中日艺术院校交流传入中国,逐步成为中国院校师生与金属艺术家创作中的一种重要工艺手段。同时,云南鹤庆银匠通过偶然的机会了解到木纹金工艺,受其新颖工艺形式吸引的同时,在市场驱动下,开始探索木纹金工艺在市场中的广阔空间,并逐渐发展出独特的工艺本土转化路径。历经十余年的发展变化,木纹金已经成为鹤庆金属工艺的一张名片。鹤庆银匠在熟练掌握木纹金工艺的同时,将木纹金这一工艺形式广泛应用于银器市场,并取得较好的经济效益。部分银匠在传统木纹金工艺式样的基础上不断革新,创作出迥异于日本木纹金的金属工艺佳作。
从工艺形式上来看,日本木纹金多种金属层叠所产生的木纹状纹样与雕漆、大马士革钢、绞胎等工艺类型有着相似性。在工艺美术领域,不同种类的工艺形式之间存在着诸多隐含的内在联系,它们或工艺手法相似,或装饰效果一致,或应用材料相同。[2]因此,如何判定鹤庆木纹金是在日本木纹金的影响下逐渐发展变化的,是本文讨论外来工艺本土化问题的前提。具体的依据有三:首先,根据对鹤庆最早从事木纹金工艺制作银匠们的访谈,可知他们直接或间接受了日本木纹金的相关图片或知识的影响,进而展开工艺研究。如鹤庆第一位研究木纹金工艺的银匠母炳林说:“大概在2000年,我在一本日本画册上看到一个花瓶,由多层金属的合成材料制成,但是当时并不知道这种工艺叫作木纹金,也不知道是用什么样的方法,以及如何去做这样的效果……2006年,我开始尝试这种工艺。”[3]其次,鹤庆木纹金与日本木纹金在工艺原理、工艺流程(图1—2)、纹样表现(图3—4)等多方面有着高度的相似性。相较于雕漆、绞胎等不同材质的工艺形式,二者在工艺逻辑上存在着更为直接的联系。最后,从能够查阅到最早的鹤庆木纹金作品相关介绍、图录中可知,将银、铜等不同金属结合,通过色差来表现其工艺美感的金属工艺被命名为“木纹金”,且其命名与工艺形式直接来源为日本木纹金。基于以上三点,能够看到日本木纹金对鹤庆木纹金的直接影响。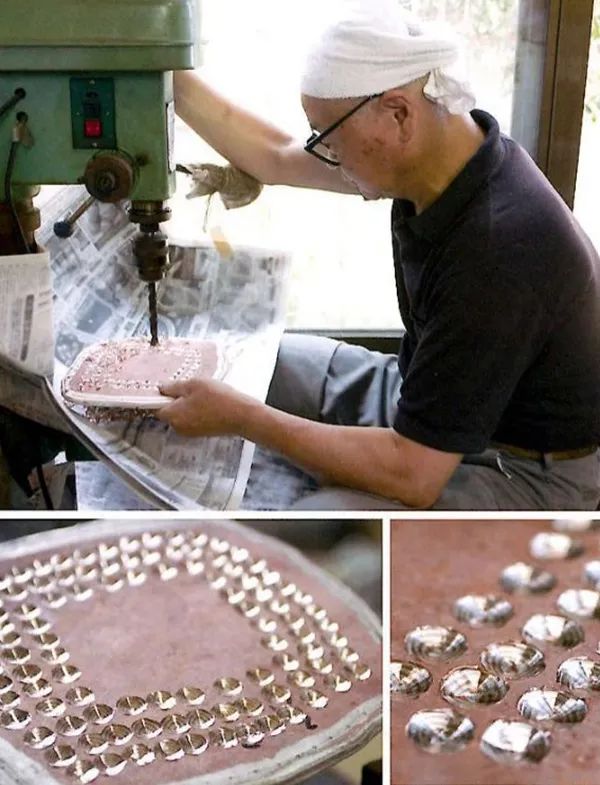
图1.日本玉川堂木纹金制作流程(图片来源:《人间国宝——玉川宣夫作品集》,第68页)

图2.王志材木纹金制作流程

图3.《木纹金口打出汤沸》,日本玉川堂(图片来源:《人间国宝——玉川宣夫作品集》,第53页)

图4.《泪》木纹金茶叶罐,王志材制作,2016(王志材供图)
笔者自2015年起多次前往鹤庆进行工艺调研与实践,见证了鹤庆木纹金从工艺模仿到成熟、最终走向市场化的完整过程。本文以母炳林、王华藻、王志材、段叶才等具有代表性的木纹金工艺制作者的制作工艺、器物造型、纹样特征为考察内容,通过对不同时间段内鹤庆木纹金发展共性特征的梳理与总结,将其分为工艺模仿期、成熟期、标准化与多元创造并存三个阶段,旨在呈现木纹金这一外来工艺在中国民间本土化发展的演变过程,并尝试对其发展变化进行分析与溯因。日本木纹金的制作须经历裁片、打磨表面、除油祛污、固定、高温加热、锻打等十余个步骤,但大体可分为制作木纹金板材与制作纹样两个阶段。其中,纹样的制作以结合紧密的板材为前提,更多取决于银匠个人的审美喜好,能够通过多种手段实现,因此整个工艺的难点更多在于前期板材的制作。从工艺原理上来看,日本木纹金工艺中金属的连接是在高温加热的过程中,金属板材之间发生扩散熔解,在不致使金属的母材熔化及发生金属变形的温度(热)和压力下,使金属的接触面之间的原子相互扩散,形成联接。[4](图5)这一过程对金属板材表面的平整度、清洁度与加热时间有着严苛的要求,稍有不当,便会使金属板材之间剥离,导致工艺的失败。(图6)因此,鹤庆银匠在早期对日本木纹金进行的工艺模仿中,相较于木纹金纹样的探索,板材的制作是首先需要解决的问题。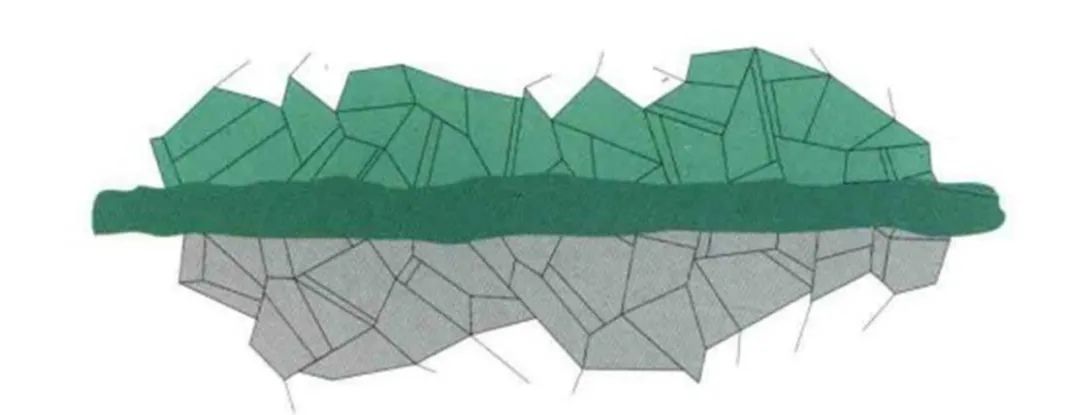
图5.木纹金金属板材扩散溶解示意(图片来源:赵丹绮:《玩·金·术2——金工创作进阶》,第230页)
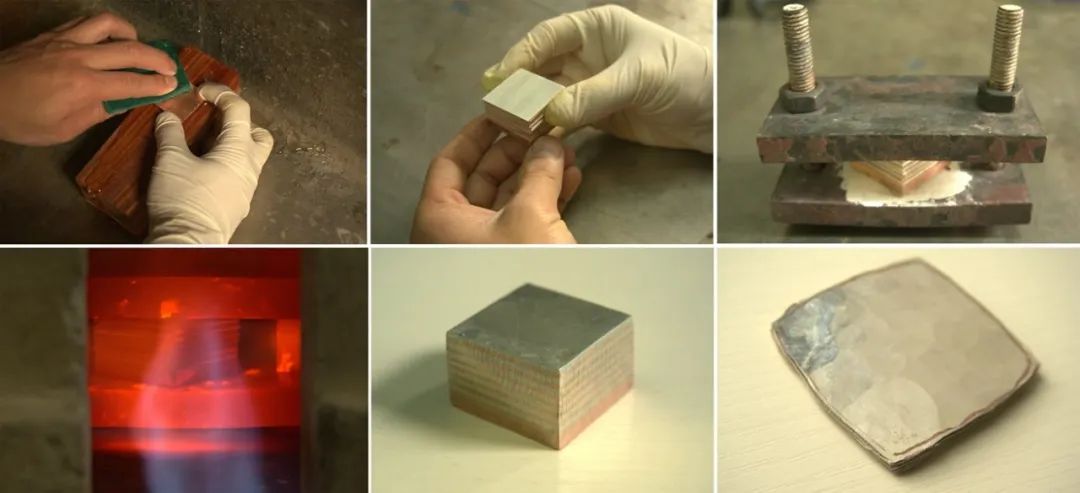
图6.日本木纹金工艺板材制作流程
自母炳林2006年开始尝试木纹金制作,至2015年鹤庆木纹金开始走向成熟,鹤庆银匠对于日本木纹金的模仿与探索历经近十年的时间。早期对于木纹金工艺的探索更多出于银匠个人对于木纹金这一工艺形式的喜好,缺乏外界的工艺指导与相关工艺资料的辅助。因此,鹤庆银匠将目光投向工艺形式相近的另一金属工艺——大马士革钢,试图从这一相对熟悉的金属工艺入手,以此进行工艺的迁移和模仿。大马士革钢是通过两种或更多不同含碳量的钢材一起折叠锻打而成,在工艺形式与工艺原理上与木纹金相仿。从最早探索木纹金工艺的二位银匠母炳林和王华藻身上,不难发现他们的另一重铁匠身份。母炳林所在的母屯村是远近闻名的铁匠村[5],历史上作为鹤庆地区驻军的所在,有着打造铁制兵器与农具的历史,现今仍然以打造铁制工具而闻名,为鹤庆银器中心新华村加工各类锻造与首饰工具,母炳林本人也有着丰富的打制铁器的经验。王华藻15岁起跟随父亲学习金属工艺,1990年以铁匠的身份进驻藏区,为藏族人打造铁制农具。对于拥有丰富铁匠经验的母炳林与王华藻来说,选择以大马士革钢这一相对熟悉的工艺形式开始对于日本木纹金的探索,也是鹤庆白族银匠善于通过已掌握的工艺来学习新工艺的思维模式的体现。从制作工艺上来看,母炳林与王华藻同样采用了大马士革钢的工艺手段来制作木纹金,即将银与铜板间隔交叠之后,通过高温折叠锻打的方式进行制作。因通过反复折叠板材得到纹样,器物内外皆有花纹。在纹样的呈现上,母炳林制作的木纹金呈现水平的波纹状,金属色带宽大。(图7)根据口沿处器壁内外色带相连且呈现同一种颜色,可以判断母炳林取料为木纹金板材的横截面。(图8)王华藻制作的木纹金纹样细密,呈现木纹状结构。(图9)根据器物口沿处为银铜多层紧密叠加,可以判断王华藻取料为木纹金板材的顶面,经钻头切削后锻打平整制成。(图10)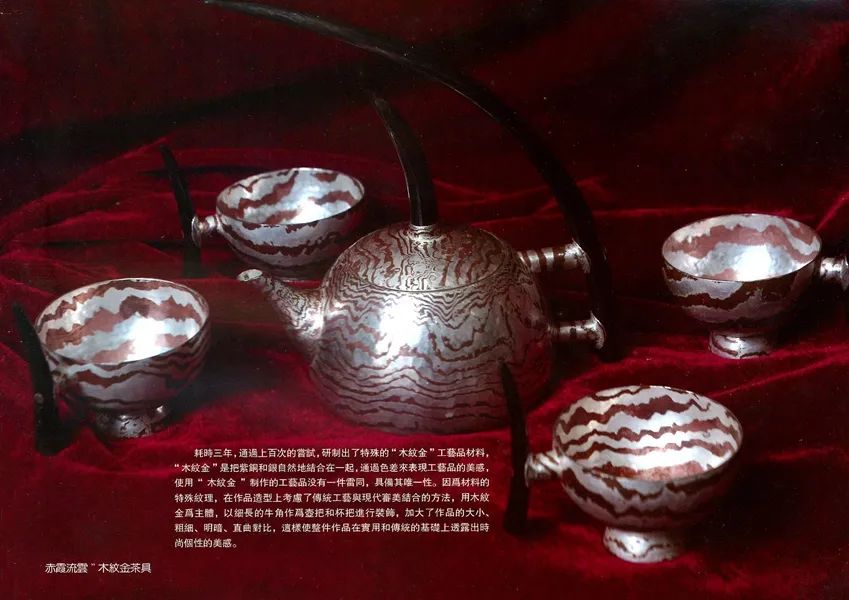
图7.“赤霞流云”木纹金茶具,母炳林制作,2010(母炳林供图)

图8.母炳林早期木纹金工艺取料示意(作者绘制)

图9.木纹金酒杯,王华藻制作,2014
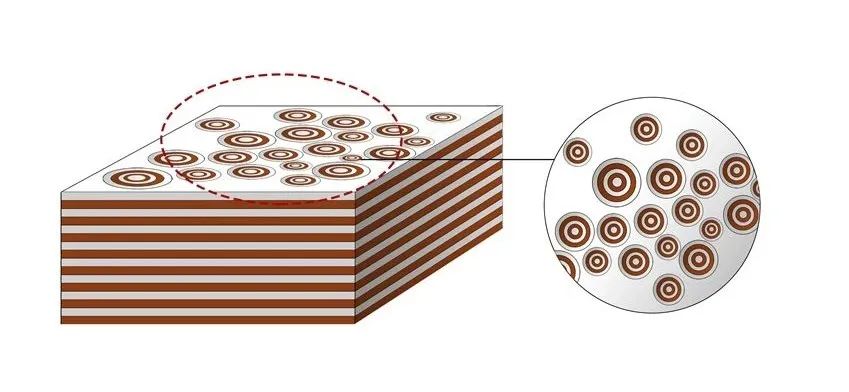
图10.王华藻早期木纹金工艺取料示意(作者绘制)
鹤庆银匠通过相近工艺形式大马士革钢切入进行的工艺探索能够基本实现木纹金板材的制作,但在工艺上仍有很大缺憾。从母炳林开始研究木纹金到制作出第一套完整的木纹金茶具,历经四年时间,后续未能有更多的作品呈现;王华藻自2014年开始研究,在近两年多的时间内反复试验,但仍然难以保障木纹金板材的成品率。其原因在于大马士革钢折叠锻造的方法无法解决因木纹金工艺中板材氧化层而无法熔解黏合的问题。锻打过程中,开放式的折叠锻打无法完全密闭空气,使板材中的铜产生氧化物,导致两种金属之间黏合不够,最终板材出现掉皮或破裂。尽管未能完全掌握工艺原理,但鹤庆银匠早期的尝试使木纹金这一工艺在鹤庆地区开始传播,为下一阶段更多银匠的研究提供了经验,也为鹤庆木纹金工艺的进一步发展与市场化奠定了基础。2工艺成熟期:鹤庆银匠对木纹金工艺的掌握与市场化开端鹤庆地区以手工银茶壶为代表的银器加工产业发轫于2010年,至2016年市场逐渐趋向饱和,竞争日趋激烈,原有的工艺与款式已难以满足消费市场的需求。在市场驱动下,新工艺的研发能够为过于饱和的银器市场提供新的商机。木纹金在拥有独特工艺形式的同时,银与铜相结合所制成的器物在材料成本上相较银壶能够下降一半左右,同时其独特的工艺形式又可带来产品的高附加值。2017年,鹤庆银器市场中,一把木纹金煮水壶的价格在15000元左右,相较于银壶有着更大的利润空间。受市场环境的影响,木纹金工艺在有一定研究基础的情况下,成为鹤庆众多银匠争相研究的对象。同时,伴随着木纹金在国内院校中日益成熟,木纹金工艺的相关资料在网络和书籍中日益增多。部分银匠通过与院校师生交流或上网查阅资料,逐渐了解到日本木纹金扩散熔解的工艺原理。总的来说,外部市场需求是这一时期鹤庆银匠争相探索木纹金工艺的动因,相关知识的流通、高校与民间的交流为鹤庆银匠学习掌握木纹金工艺提供了有利条件。2016年至2017年,木纹金工艺在鹤庆地区逐渐成熟,形成较为完善的工艺模式。其中大部分银匠采用的方式是借鉴日本木纹金工艺,即采用扩散熔解的方法制作木纹金材料。日本方式的流行,一方面源于在网络中有着一定的经验总结,鹤庆银匠能够获取制作工艺的基本流程;另一方面,伴随着电炉的推广,金属材料的熔解温度更便于掌握,也更易于在银匠之中传播与推广。这一阶段能够掌握木纹金工艺的鹤庆银匠数量众多,木纹金板材的成品率较高,同时出现了专门出售木纹金材料的加工工厂,以供给银器作坊生产加工木纹金产品。尽管对于日本木纹金工艺的原理和流程已经熟悉,但受自身工艺特点与设备条件的影响,鹤庆银匠对于日本木纹金技法的掌握仍然经历了一定的过程。关于工艺的尝试,银匠洪天行说:“最开始的时候使用铁丝绑和喷枪烧,后来发现铁丝绑不住,就按照网上那样制作了小的夹板,把板材洗干净之后叠起来,两块钢板用螺丝拧紧后拿大喷枪烧。”[6]银匠王松说:“为了保障成品率,开始我们会做一件器物烧一块料(木纹金),后来买了电炉反复调试掌握温度以后,就能够烧比较大块的木纹金料了。”[7]总的来看,这一阶段虽然银匠们的工艺流程略有出入,但是在工艺原理、制作方法上,鹤庆木纹金工艺通过借鉴日本木纹金这一外来工艺方法迅速成熟,成为具有一定流传度的金属工艺技法。在日本方法推广流行的同时,部分银匠还利用本民族金属工艺的优势和特点来解析这一外来工艺,并在制作效率、成品率等方面进行了优化。如王华藻、王志材父子在尝试大马士革钢方法制作木纹金未果后,转而结合白族金属工艺中的铜包银、多层一体套打等工艺,逐渐开发出高温锻打黏合的木纹金工艺制作方法。其与日本方法的不同之处在于,用高温锻打黏合工艺制作的木纹金金属板材的熔接并不发生在烧制的过程中,而是在烧制结束后使金属保持高温状态下,通过外在施加的压力(空气锤快速锻打)使金属本身产生二次熔化,同时破坏氧化层,使金属熔接发生。(图11)整个制作流程时间较短,从开始烧制到最终锻打成型时间在10~15分钟。为了使金属板材在加热过程中保持隔绝氧气的状态,王华藻在开始时会制作一个与银片等大的金属盒子来包覆金属板材,以防止氧化层的产生。这种方法避免了板材打磨中材料的损耗,节省了制作时间,同时通过高温锻打黏合所制作的板材在性能上相较日本木纹金扩散熔解更为柔软,在锻打一体壶等器形相对复杂的器物时更具优势。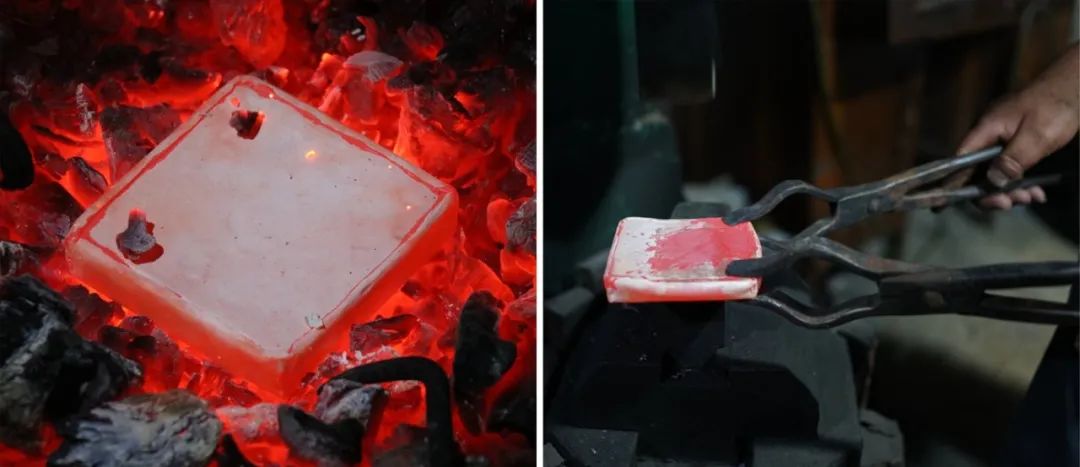
图11.王华藻、王志材高温锻打黏合木纹金烧制、锻打工艺示意
伴随着对木纹金板材制作工艺的掌握,鹤庆银匠开启了对于不同木纹金纹样的工艺实践,式样不再局限于日本木纹金中的木纹状纹理。这一时期,木纹金纹样的制作方式以器形制作的时间为区分,第一种是在锻造器形前制作纹样,即在木纹金熔接完成后,通过锻打或压制成为5~8毫米的木纹金板材,然后在板材上通过凿刻、钻孔等方式使花纹显现,压平后重复2~3次,最终将板材压制成0.8毫米~1.2毫米的片,再进一步锻打成型。这种方式制作的纹样会随着板材压制与器皿锻打过程中器物的形变而发生改变,无法做到完全控制,花纹较为明显,前期在板材较厚时的钻孔、切削对材料的损耗较大。(图12)第二种是器形锻造完成后再制作纹样,即在木纹金熔解黏合后不做花纹,直接将板材整体压制成1毫米~1.5毫米的片。锻打成型后,在器物表面通过錾刻、剔刻、打磨等方式制作纹样,最后将表面锤平。这种方式制作的纹样更为丰富,既可做到细密精致,也能够展现木纹金工艺中不同色金的色彩之美,同时对材料的损耗较小。(图13)因器物成型后不再做进一步的塑形锻造,纹样不会有大的变动,银匠能够实现对纹样的控制。
图12.器物成型前做纹样表现,制作者:王华藻

图13.器物成型后做纹样表现,制作者:段叶才
木纹金工艺的成熟使得鹤庆银器市场中出现了以木纹金制成的银器、首饰等,新的工艺形式吸引了一批新的消费者。尽管有一定数量的银匠掌握了木纹金工艺,但在整体的银器市场中,木纹金产品仍属稀缺,木纹金材料具备一定的材料红利。因此,在银匠能够通过多种手段控制木纹金纹样的情况下,这一时期市场中的木纹金材料大部分仍以简单的钻孔、打磨等速度较快的方式来制作,追求满密的纹饰效果,以凸显木纹金的工艺特性,纹样相对粗放。从2018年开始,伴随着木纹金工艺的成熟与其在市场中的不断尝试,鹤庆木纹金银器市场逐渐规范。在众多银器作坊研发新器形、新纹样的同时,大的银楼与品牌也逐渐参与到木纹金产品的生产与开发之中,使得鹤庆木纹金市场竞争更加激烈。对于面临商业竞争的工艺产品来说,工艺时间、材料成本、纹样的创新性与可操作性显得尤为重要。因此,木纹金这一“独一无二”的金属工艺伴随着商业竞争逐渐走向大批量生产的标准化、量产化阶段。同时,在工艺原理和制作流程较为成熟的前提下,鹤庆银匠产生了对于器物尺度、纹样创新的探索热情,创作出迥异于日本传统木纹金式样的器物作品,并在专业领域获得高度评价。工艺成熟期后的鹤庆银匠制作木纹金板材大多数采用日本液态溶解技术进行材料制作,通过电炉控温烧制的工艺实现了材料制作的标准化。在纹样制作上,进入市场的木纹金产品同样实现了标准化与量产化。一方面应对市场中日益增长的审美与消费需求,另一方面也能够在大量的产品生产过程中提升生产效率,保证品控,避免纹样过于随机,使其能够在激烈的商业竞争中脱颖而出。木纹金纹样的标准化模式主要可分为两种。第一种为“不受控制的标准”,即在不控制纹样的前提下,随机地在板材之上打孔、切削,延展之后花纹无秩序,具有一定的随机性。这一类纹样主要表现木纹金工艺的自然美感,在层数上有多有少,排列上有疏有密,同时对于银匠制作来说较为简便,在市场中成为一种固定的制式纹样。(图14)另一种则是借助CNC精雕、模具压制打磨来实现对纹样的精准控制。其中CNC精雕是在将板材压制较薄后,通过数控车床在表面雕刻花纹,经过压制后能够得理想的纹样;模具压制是通过模具将木纹金板材压制成金属半浮雕,将凸起的部分磨去,来显露出纹样的工艺方式。以上两种方法均是在制作器形前进行纹样的制作,通过这一时期银器加工工艺中的油压、旋压、冲压等工艺,在板材能够快速成型的同时,避免了人在锻造中力不均匀导致的纹样变形,使纹样控制得更加精确。两种工艺都能够批量生产纹样相同的木纹金板材,相较于CNC精雕,模具压制工艺制作纹样的速度更快、生产效率更高。
图14.随机钻孔木纹金纹样示意
通过新的技术手段,鹤庆银匠实现了对于木纹金纹样的精准控制,量产化的优势也使得一些新的纹样在银器制作中被经常使用。以不规则多边形纹样为例(图15),笔者在调研中发现,该纹样在不同工坊、不同器物之中反复出现。(图16)在两件形制相同的器物中,纹样的形状、大小、尺寸、位置分布基本一致,真正实现了精确可控。木纹金工艺的标准化在生产中提升了效率,降低了成本,使木纹金产品在鹤庆银器市场中更具优势。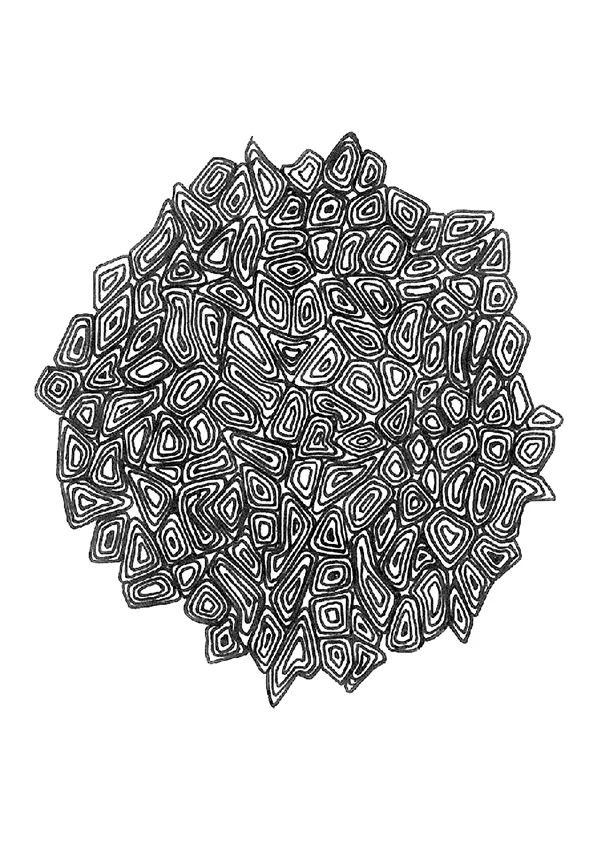
图15.不规则多边形木纹金纹样示意(作者绘制)

图16.同一纹样在不同器物之上的应用
从独一无二走向标准化与量产化,鹤庆银匠在推动木纹金发展的道路上无疑迈出了重要一步,将工业生产的方式引入手工艺产品的生产制作之中,使得一门手工技艺大大提升了生产效率。同时,鹤庆银匠还将木纹金材料应用于更加广泛的生活场景之中,制作茶器、酒器、花器、饰品、摆件等,器物类型和使用范畴相较日本木纹金更为丰富,能够在市场中广泛流通。但相较于以纯手工制作的木纹金,标准化制作的木纹金纹样呆板而缺少变化,机械加工出的花纹在层次和形状上趋于雷同,缺少手工制作的温度与灵动之美。同时,量产化与标准化也带来了产品同质化的问题。利益至上引发的恶性竞争也使得鹤庆木纹金产品出现了式样趋同、跟风模仿等问题。这些问题是在鹤庆银器产业发展背景之下所产生的必然结果,也是鹤庆木纹金当下发展中急须面对和解决的问题。在熟练掌握一门技艺后,通过对技艺的钻研来探究技艺的边界,是鹤庆白族银匠“小炉匠”精神的特质,激发着一代代银匠提升手艺、追求技艺上的精益求精。在鹤庆木纹金工艺日趋走向产品化的同时,部分具有较高技艺水准的银匠开启了对于木纹金工艺的多元创造。伴随着木纹金板材制作技艺的成熟,更大面积的基材、更多金属板材的堆叠层数能够制作出较大体量的器物,同时呈现更为细腻丰富的纹样效果。如王华藻的作品《天净沙秋》,高60厘米,使用边长15厘米、厚1毫米的银片与铜片共87层锻打而成,通过器物锻造成型后在表面剔刻,创造出具有意境的山水纹,在器物体量和纹饰表现上都有较大突破。(图17)同时,木纹金与其他金属工艺的结合也使得器物装饰更为华丽丰富,通过錾刻、浮雕等工艺,纹样在质感、光泽、色彩等方面产生对比,赋予器物更为丰富的审美特质。如母炳林的作品《山河茶韵》将大片木纹金纹理化作江河波涛,与周围浮雕塑造的银山相呼应,是木纹金工艺特性与表现题材的巧妙结合。(图18)段六一则发挥錾刻优势,善于在器物成型后通过手工剔刻来制作细腻工整的纹样。纠纹金茶饼盒将两种木纹金材料汇集于同一件作品,盒盖以黄铜、紫铜交叠成为木纹状纹理,表现木纹金工艺自然的纹理,盒身以剔刻的方式刻出工整的曲线图案。自然与秩序、素雅与华丽,搭配錾刻的冰裂纹,使作品整体呈现出令人耳目一新的视觉效果。(图19)
图17.《天净沙秋》王华藻制,2018(王华藻供图)

图18.《山河茶韵》,母炳林制,2021(母炳林供图)

图19.纠纹金茶饼盒,段六一制,2018(段六一供图)
鹤庆银匠在钻研工艺的同时,制作的木纹金精品通过参展、获奖提升了鹤庆木纹金的知名度,在一定程度上推动了鹤庆木纹金市场的发展。同时,通过木纹金工艺制作的具有较高艺术水准的作品也使鹤庆银匠在专业领域获得高度评价。如母炳林于2022年荣获“中国工艺美术大师”称号,其中重要参评作品即为《山河茶韵》与《一堂和气木纹金盛水罐》两组木纹金作品,获得专家们的一致好评。王华藻创作的作品《天净沙秋》《水滴石榴》还被中国工艺美术馆收藏。当下,鹤庆木纹金工艺的发展实现了良性循环,在专业领域获得的成就与认可带动更多的银匠投身于技艺的研究之中,并很快将研究转化为产品投入市场,进而促进了鹤庆银器市场中木纹金产品质量的提升。云南鹤庆木纹金工艺的发展是一个面对外来工艺,从模仿到掌握、最终实现本土化的完整的工艺演进过程,它既受制于自身的工艺技术特点,也受到市场和社会环境的影响,在这些相互关联的要素影响下形成了自身独特的发展面貌。面对新的工艺形式,鹤庆银匠首先从自身工艺经验入手来试图实现工艺的迁移和转化。在充分了解日本木纹金的工艺原理与方法之后,鹤庆银匠一方面迅速对其进行学习内化,另一方面以市场为导向,实现其市场化与商品化。伴随着激烈的商业竞争,鹤庆银匠通过新技术的介入实现了木纹金工艺的标准化与量产化,大大提升了工艺生产效率。尽管出现了一定的产品同质化现象,但鹤庆木纹金突破了日本木纹金的器用范畴和使用场景,拥有着更为广阔的市场空间。部分拥有高超技艺的银匠对木纹金工艺的研究与创造使他们在专业领域获得了较高评价,并与市场相互影响,逐渐形成当下鹤庆木纹金工艺研究与工艺市场化互相促进的发展路径。鹤庆木纹金的流变过程源于鹤庆白族银匠“小炉匠走夷方”的工艺文化,他们在面对外来工艺时善于总结经验,运用本土工艺进行解析,并逐渐内化以服务于自身。同时,这也是鹤庆银匠坚持以市场和消费为导向,以手工技艺推动本地银器产业发展的表现。作者:孙秋爽、王晓昕(通讯作者),清华大学美术学院
责任编辑:张书鹏
文章来源:装饰杂志
(上述文字和图片来源于网络,作者对该文字或图片权属若有争议,请联系我会)



 010-68396408
010-68396408 xuehuiwangzhan@126.com
xuehuiwangzhan@126.com 北京市西城区阜外大街乙22号
北京市西城区阜外大街乙22号

